



殖--安陽眾興育菇房")


CZ型檁條自動(dòng)互換生產(chǎn)線
CZ型檁條的自動(dòng)互換生產(chǎn)線,這就相比單獨(dú)生產(chǎn)的檁條方法來說,更加快速,也更節(jié)省時(shí)間,可以根據(jù)客戶的要求訂做各種形狀、大小的檁條,同時(shí)也可以為出口的產(chǎn)品提供出口的包裝。而價(jià)格上面,其他的生產(chǎn)線更便宜,還結(jié)實(shí)耐用。
品中心")
C-Z互換檁條機(jī)")

![]()
C-Z互換檁條機(jī)")
![]()

一、設(shè)備的主要部件介紹
1、懸臂式裝料架
主要技術(shù)性能參數(shù):開卷方式:被動(dòng)適用料卷外徑:<φ1300;承載能力:≤5t;適用料卷內(nèi)徑:φ508mm/φ610mm;適用料卷寬度:500mm;外形尺寸:1.5m×1.1m×1.2m。主要結(jié)構(gòu)形式:本機(jī)為懸臂式手動(dòng)開卷機(jī);機(jī)架采用型材、鋼板焊接并經(jīng)拋丸處理。JLB350系列半自動(dòng)C/Z互換檁條機(jī)設(shè)備在正常工作時(shí),首先由人工拖拉板材使卷料釋放,并導(dǎo)入滾壓成形主機(jī)。然后設(shè)備的裝料架會(huì)隨著生產(chǎn)線的正常工作,將卷料由輥輪不斷的拖到主機(jī)中。
2、電控系統(tǒng)
電氣系統(tǒng)采用高性能的研華工控機(jī)做為上位機(jī),每一批工件的形狀、規(guī)格、長度及沖孔位置等可由此輸入,并具有模擬顯示、保存和數(shù)據(jù)上傳、下載功能;設(shè)備根據(jù)輸入的參數(shù)自動(dòng)完成規(guī)格調(diào)整及C型/Z型的轉(zhuǎn)換。上位機(jī)的仿真顯示功能可顯示設(shè)備當(dāng)前的運(yùn)行狀態(tài),如速度、當(dāng)前位置、下一步位置、各沖頭的工作狀態(tài)、工件的代號(hào)、已完成的數(shù)量等;并可顯示系統(tǒng)當(dāng)前的所有報(bào)警信息和歷史報(bào)警數(shù)據(jù),同時(shí)自動(dòng)生成報(bào)表數(shù)據(jù);可分權(quán)限操作不同的內(nèi)容、與下位機(jī)交換數(shù)據(jù)。
整個(gè)系統(tǒng)由液壓馬達(dá)通過比例閥來調(diào)速,從而實(shí)現(xiàn)高速運(yùn)行及準(zhǔn)確停車;孔間距及切斷長度由編碼器檢測(cè),并反饋給PLC的高速計(jì)數(shù)器,實(shí)現(xiàn)精確定位。系統(tǒng)的報(bào)警裝置當(dāng)機(jī)器出現(xiàn)故障后,報(bào)警系統(tǒng)會(huì)發(fā)出警報(bào)并使機(jī)器停機(jī)。只有到人工解除報(bào)警后,生產(chǎn)線才可重新啟動(dòng)。重新啟動(dòng)后,原程序可從中斷處接續(xù)執(zhí)行原設(shè)定程序,也可根據(jù)需要人工干預(yù)改變到執(zhí)行新的程序。
二、工藝流程
開卷 →導(dǎo)向進(jìn)料→矯平 →定長沖孔→定長切斷→輥壓成型→成品出板
三、供貨清單
裝料架,導(dǎo)向裝置,矯平裝置,沖孔裝置,平板切斷裝置,成型系統(tǒng),成品托架,液壓系統(tǒng),電控系統(tǒng)各一套。
四、材料驗(yàn)收
1、對(duì)原材料的要求:
a、鋼板材質(zhì)強(qiáng)度均勻,板厚允差小于±0.2mm,板寬允差小于2mm,板旁彎小于3mm(以10m為基準(zhǔn))。
b、鋼板表面不生銹,不能有凸起的硬點(diǎn)或雜質(zhì)(如焊縫、氣割邊等)
c、試件規(guī)格:C型鋼200x80x20、 板厚2.5mm鍍鋅鋼板、屈服強(qiáng)度=235。
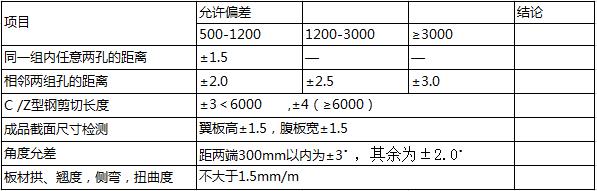
2、檢測(cè)
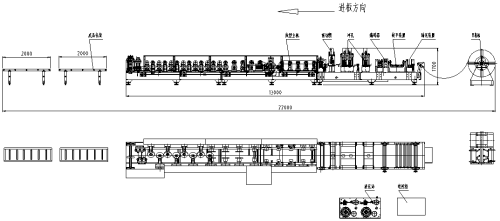
五、設(shè)備布置圖
| 加工工件厚度: | Q235時(shí)為1.6~3.2mm ; Q345時(shí)為1.6~2.5mm |
| 沖孔孔距橫向調(diào)節(jié)范圍: | 50~460mm(常規(guī)配置時(shí)) |
| 板長: | >3m |
| C/Z檁條的成型速度: | 20m/min |
| 成型電機(jī)功率: | 約22 KW |
| 成型機(jī)道數(shù): | 17 |
| 懸臂式裝料架主要技術(shù)性能參數(shù) | |
| 開卷方式: | 被動(dòng) |
| 承載能力: | ≤5t |
| 適用料卷寬度: | 500mm |
| 適用料卷外徑: | <φ1300 |
| 適用料卷內(nèi)徑: | φ508mm/φ610mm |
| 外形尺寸: | 1.5m×1.1 m×1.2 m |
互換生產(chǎn)線")
![]()
")
![]()
")
![]()
")
![]()
傳真:0575-84886522
地址:浙江省紹興市柯橋區(qū)柯西工業(yè)區(qū)鑒湖路1809號(hào)

系方式")

線:原來凈化板的生產(chǎn)流程是這樣的!")
注微信")